
Comment l'optimisation du processus de la machine de soudage bout à bout manuelle de feuilles de plastique a considérablement amélioré la qualité de la soudure — Un cas réel d'un client français
Weissenberg a récemment livré une soudeuse bout à bout manuelle RPH1500M pour feuilles de plastique à un client français. Ce dernier a fait un retour positif sur l'équipement. Cependant, lors de la première utilisation, il a signalé que les résultats de soudage sur un projet de tour de désodorisation n'étaient pas satisfaisants et a sollicité notre assistance technique. Question du client Nous avons réagi immédiatement en lançant une assistance technique, en analysant les causes possibles et, en fonction du matériel et des conditions d'exploitation du client, nous avons développé un ensemble de paramètres de soudage optimisés, basés sur la norme DVS 2207 et les conditions de travail réelles. Après ajustement, le client a constaté une amélioration significative de ses performances de soudage. Norme DVS2207 Caractéristiques et défis de l'équipement Analyse des problèmes courants (basée sur les commentaires des clients et le jugement pratique) 1️⃣ Perlage inadéquat Soudures à froid : les tôles ramollies ne se lient pas étroitement, laissant des espaces internes. Faible résistance des joints : surface de contact insuffisante, sujette à la fissuration sous contrainte. Concentration de contrainte : un bourrelet irrégulier provoque une contrainte localisée sur les bords. 2️⃣ Temps de chauffage insuffisant Fusion incomplète : température trop basse pour la liaison moléculaire. Soudures inégales : la fusion partielle affecte la consistance et la résistance de la soudure. 3️⃣ Temps de refroidissement insuffisant Contrainte résiduelle élevée : un relâchement prématuré de la pince provoque un rebond et un désalignement. Risque de fissuration tardive : une répartition inégale des contraintes peut entraîner une défaillance lors de l'utilisation. 4️⃣ Pression de soudage insuffisante Soudures à froid : une pression insuffisante empêche une liaison efficace. Désalignement : une pression inégale ou faible provoque un déplacement de la soudure. Concentration de contraintes : un mauvais contact des bords réduit la durée de vie. Solution : une approche double combinant normes et pratiques Fiche d'optimisation des paramètres de soudage 🔹 Opération de mise en place des perles 🔹 Temps de chauffage 🔹 Temps de refroidissement Plage standard : 16 à 24 minutes (960 à 1 440 secondes) 🔹 Pression de soudage 📈 Commentaires et résultats des clients Ce cas réel valide non seulement l'efficacité des paramètres optimisés, mais démontre également la capacité et la responsabilité de Weissenberg en matière de conseils d'application des équipements et de support client. ✅ Conclusion Chaque retour d'expérience est un moteur d'amélioration et de croissance continue. À l'avenir, nous continuerons à collaborer étroitement avec nos clients pour leur proposer des solutions de soudage plus performantes et de meilleure qualité, et créer ensemble des connexions industrielles fiables et performantes. 
Le client utilisait une machine de soudage bout à bout manuelle, dont les étapes clés telles que la chauffe, le refoulement, le pressage et le refroidissement étaient toutes contrôlées manuellement en termes de temps et de pression. Comparé aux machines automatisées, l'équipement manuel exige une plus grande compétence et une plus grande expérience de l'opérateur, et de légers écarts peuvent affecter la qualité de la soudure.
Problème : Contact insuffisant entre les surfaces de soudage, provoquant des soudures froides ou des joints faibles.
Problème : la feuille n'a pas été complètement ramollie, ce qui a entraîné une mauvaise fusion.
Problème : la contrainte interne n'est pas libérée, ce qui rend les soudures sujettes aux fissures ou aux déformations.
Problème : les soudures ne sont pas serrées fermement, ce qui entraîne des connexions faibles.
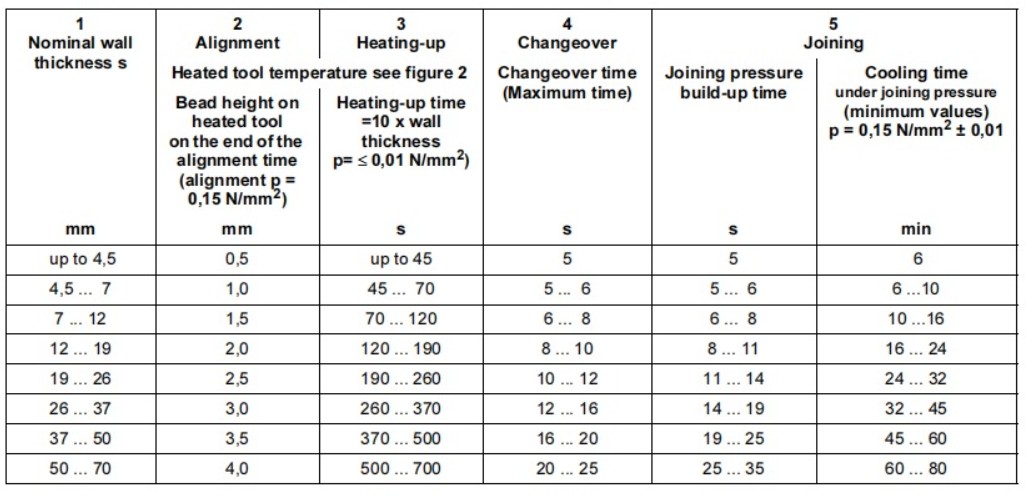
Sur la base des spécifications de tôle du client (matériau PE100, 1500 mm × 15 mm) et de la norme de soudage DVS 2207, nous avons proposé les recommandations d'optimisation de processus suivantes : 
Norme : La hauteur de cordon recommandée est d'environ 2 mm pour les feuilles de 15 mm.
Recommandation : Utilisez des jauges d'épaisseur ou des gabarits pour vérifier la qualité du cordon, en évitant une hauteur de cordon insuffisante ou inégale.
Formule : Temps de chauffage = épaisseur de la tôle (mm) × 10
Recommandé : 15 mm → 150 secondes
Optimisation : étendue à 151–152 secondes pour le matériau PE100 afin de garantir un ramollissement complet.
Recommandation : Maintenir la pression de serrage pendant le refroidissement ; éviter de relâcher prématurément la pince pour libérer complètement la contrainte.
Formule : (Longueur × Épaisseur × 0,15 ÷ 785) + 0,7 (kg/cm²)
Calculé : 1500 × 15 → environ 5,0 kg/cm²
Recommandation : Calibrer le manomètre avant le soudage et surveiller en permanence la pression pendant le fonctionnement.
Après avoir adopté nos paramètres recommandés, le client a constaté une amélioration significative de la qualité des soudures, avec des soudures lisses, solides et stables. Il s'est déclaré très satisfait des résultats et a hautement apprécié notre support technique et notre service professionnel.
Chez Weissenberg, nous adhérons toujours au principe « orienté client, basé sur les normes et éprouvé par la pratique » pour fournir à chaque client un support technique pratique et des processus de soudage continuellement optimisés.

